What is Aluminium Foil for Pharmaceutical Packaging and Its Benefits?
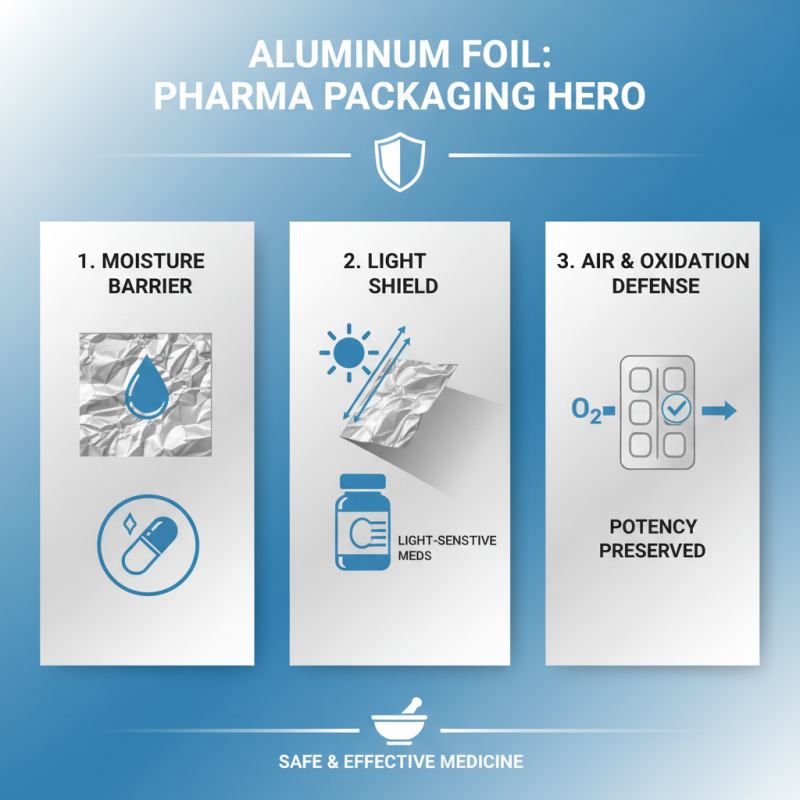
Aluminium foil for pharmaceutical packaging is a critical material in the healthcare industry. It plays a vital role in preserving the integrity of medicines. The unique properties of aluminium foil make it ideal for protecting sensitive drugs from moisture, light, and oxygen. This packaging ensures that products remain effective and safe for consumption.
Using aluminium foil also offers various benefits. It is lightweight and provides excellent barrier protection, extending shelf life. However, there are challenges as well. Not all suppliers produce high-quality aluminium foil suitable for pharmaceuticals. Poor quality can lead to drug degradation, impacting patient safety.
Understanding aluminium foil for pharmaceutical packaging is essential for manufacturers and consumers. Proper packaging helps in maintaining drug efficacy. Awareness of both benefits and limitations is crucial for selecting the right materials in pharmaceutical applications. This balance can define a product's success in the market.

What is Aluminium Foil in Pharmaceutical Packaging?
Aluminium foil plays a crucial role in pharmaceutical packaging. It helps protect medicines from moisture, light, and air. This barrier ensures that drugs remain potent and safe for consumption. The shiny surface of aluminium also reflects light, providing additional protection to sensitive products.
When using aluminium foil, some may overlook the importance of proper sealing techniques. Ensuring a tight seal can prevent contaminants. A flaw in the packaging can lead to reduced shelf life. Thus, monitoring the packaging process is vital.
Tips: Always check for pinholes or tears. These small defects can compromise the integrity of the package. Additionally, consider the storage conditions. Excessive heat can weaken the foil. A cool, dry place is ideal to maintain the quality of pharmaceutical products.
Key Properties of Aluminium Foil for Pharmaceutical Applications
Aluminium foil plays a critical role in pharmaceutical packaging. Its unique properties contribute to effective protection against external factors. For instance, a report by the European Aluminum Foil Association (EAFA) highlights that aluminum foil can block light, oxygen, and moisture. These barriers help maintain the potency of sensitive medications.
One key property of aluminum foil is its excellent barrier performance. It prevents gas and vapor transmission, ensuring the stability of active ingredients. Studies show that drugs packaged in aluminum foil have improved shelf lives. This is crucial in a market where 10% of medications lose effectiveness before reaching consumers.
Another important aspect is the foil's lightweight nature. It reduces shipping costs and environmental impact. However, manufacturers must balance lightweight design with strength. During the production process, ensuring consistency can be challenging. Minor defects can lead to packaging failures, affecting product integrity. It’s vital to constantly refine production techniques to overcome these hurdles.
Advantages of Using Aluminium Foil in Drug Packaging
Aluminium foil plays a critical role in pharmaceutical packaging. Its unique properties make it an optimal choice for protecting medications. According to a recent report by Research and Markets, the demand for aluminium foil in drug packaging is expected to grow significantly, driven by the need for enhanced product safety.
One significant advantage of aluminium foil is its barrier properties. It effectively prevents moisture, light, and oxygen from affecting the drug. A study by TechSci Research indicates that over 55% of pharmaceuticals suffer degradation due to environmental exposure. Aluminium foil packaging can mitigate this risk substantially, extending shelf life and maintaining efficacy.
Additionally, aluminium foil is lightweight and easy to shape. It reduces packaging waste compared to rigid materials. However, the production process can be energy-intensive, which warrants reflection on sustainability practices within the industry. More manufacturers are exploring eco-friendly alternatives while balancing performance and environmental impact. As advancements continue, finding a perfect solution remains a challenge in the quest for better pharmaceutical packaging.
Environmental Impact of Aluminium Foil in Pharmaceuticals
Aluminium foil plays a crucial role in pharmaceutical packaging. However, its environmental impact cannot be ignored. More than 1.5 million tonnes of aluminium was produced globally for packaging in 2021. This poses significant questions regarding sustainability in the pharmaceutical sector.
The production of aluminium foil involves extensive energy use. It often leads to high carbon emissions. In fact, according to the International Aluminium Institute, producing one kilogram of aluminium emits around 8.1 kg of CO2. These figures highlight the urgent need for an evaluation of the environmental consequences of pharmaceutical packaging choices.
Recycling can mitigate some of these negative effects. Aluminium is infinitely recyclable without losing its properties. The recycling process consumes 95% less energy than producing new aluminium. Yet, in many regions, recycling rates remain low. This calls for more awareness and improvement in waste management systems. Industry stakeholders must reflect on how their packaging choices impact the planet. Steps must be taken to reduce the overall environmental footprint associated with aluminium foil.